- 11 février 2021
- | Source: Metallerie
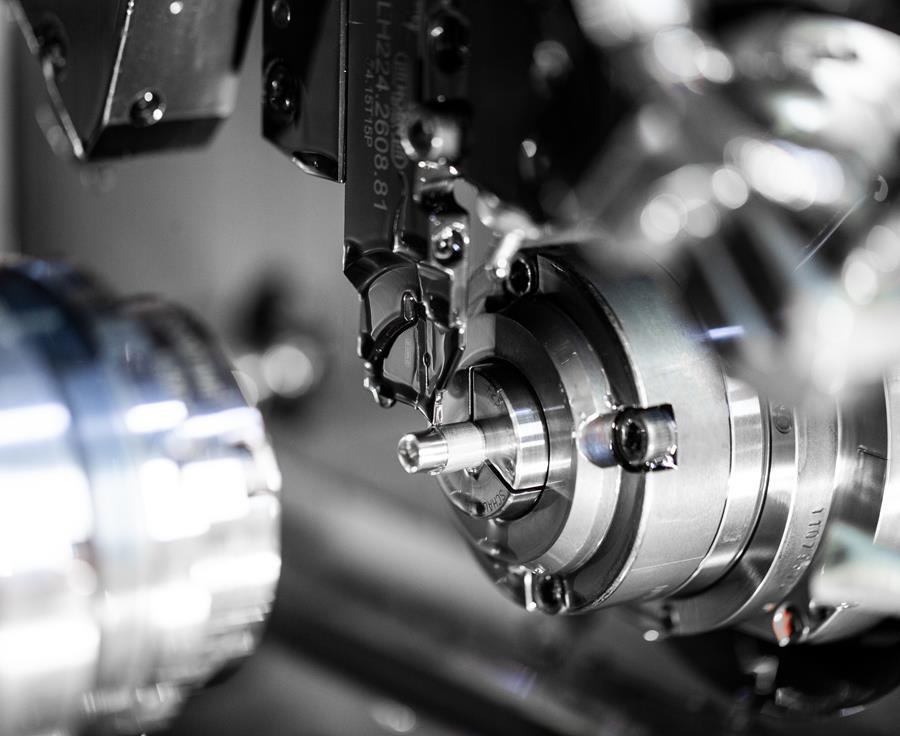
Outils spéciaux pour le rainurage complexe
"Nous faisons confiance aux outils de Paul Horn GmbH depuis plus de 30 ans. La solution actuelle nous a montré une fois de plus que nous avions raison", déclare Roland Burghart. Il est responsable du département de tournage de SICK Stegmann GmbH à l’usine de Donaueschingen. Le problème était causé par des gorges axiales sur les composants filigranes des capteurs en titane. Ces pièces sont intégrées dans des capteurs de mesure de débit de gaz très sensibles. Les oscillateurs constituent le cœur de ces unités de mesure.
Pour garantir une haute résistance à la corrosion, les ingénieurs de Sick ont choisi l’alliage de titane Ti grade 5 (6Al-4V) pour le transducteur. L’un des problèmes de l’usinage est la tendance à l’écrouissage. Cela réduit considérablement la durée de vie des outils.
Lors du tournage et du fraisage du titane, des arêtes de coupe tranchantes, les bons paramètres de coupe et le bon revêtement de l’outil sont des points importants pour l’usinage productif lors du tournage et du fraisage du titane.
des solutions d’outillage bien pensées
Les gorges axiales et les filetages des oscillateurs nécessitaient une conception d’outil adaptée et une stratégie d’usinage intelligente. L’équipe de Burghart fabrique différents modèles de transducteurs dans des diamètres compris entre 4 mm et 12 mm. « Les pièces se déclinent en plusieurs variantes pour différents usages. La gamme de pièces est produite en continu en trois équipes. C’est aussi la raison pour laquelle un système d’outillage productif était très important », explique M. Burghart.
"Des quantités importantes nécessitent des solutions d’outillage bien pensées"

Système Mini Type 114 DE HORN EN VERSION SPECIALE
Pour les rainures axiales, les ingénieurs de Horn ont opté pour une version spéciale du système Mini Type 114. Pour le profil d'un évidement axial, trois outils différents sont utilisés. « Le contour de l'évidement, les très faibles tolérances de forme et de position de la petite pièce et la haute qualité de surface requise de la face frontale nécessitaient une répartition de l’usinage», explique Karl Schonhardt, représentant commercial chez Horn. Environ six mois se sont écoulés entre la première demande de renseignements et la mise en place du processus pour toutes les variantes de la gamme de pièces. « La collaboration s’est très bien passée. Nous avons d’abord commencé avec trois outils, qui ont donné des résultats immédiatement opérationnels et de très bons échantillons de produits. Nous avons ensuite introduit les autres variantes », explique M. Burghart.
COMMENT S'OPèRE LE PROCESSUS DE RAINURAGE ?
Le processus de rainurage s’articule comme suit : le premier outil usine le premier contour intérieur le long du col, avec toutefois une surépaisseur de finition sur la face plane. Le second outil copie le cône et le diamètre intérieur dans deux axes. Enfin, le troisième outil effectue la troisième coupe de finition sur la face inférieure. Dans ce process, la plaquette se déplace dans la pièce le long de deux axes et usine ensuite la surface avec un mouvement axial. La surface plane est une surface fonctionnelle ultérieure du composant et présente de très faibles tolérances en termes de qualité. Un autre usinage du contour intérieur et un dégagement pour un filetage intérieur est encore réalisé sur le diamètre extérieur. Toutes ces opérations d’usinage ont été réalisées avec le système Mini de type 114 de Horn. En outre, d'autres systèmes d’outils ont été utilisés tels que le système Supermini pour les filetages intérieurs ou encore le système 842 pour le tronçonnage des composants. L’utilisation du revêtement IG35, développé pour le titane et d'autres superalliages, s’est également avéré particulièrement important.
HORN-STRASSE 1
72072 TUBINGEN
0049/707170040
0800/710.34
info@phorn.de
www.phorn.de
