- 25 août 2023
- | Source: Metallerie
Précision de l'Allgäu
une collaboration réussie entre Zmtec et Horn
Zmtec emploie 25 personnes. Son savoir-faire en matière de tournage de petites et très petites pièces a fait de cette entreprise un spécialiste des petites pièces délicates en technique médicale ou dentaire, en construction mécanique, en industrie aéronautique et même en composants pour armes de chasse.
TOURNAGE ET FRAISAGE DE PETITES ET TRès PETITES PIèCES
La devise de l'entreprise "Gscheid gmacht" ne figure pas seulement sur le logo de Reinhard Buck: cette devise, l'entrepreneur la vit avec ses collaborateurs dans son entreprise Zmtec. À Leutkirch, dans l'Allgäu, l'entreprise produit tout, du microcomposant aux ensembles complexes. Les petites pièces tournées à partir d'un diamètre de 0,5 mm font partie des spécialités de Reinhard Buck.
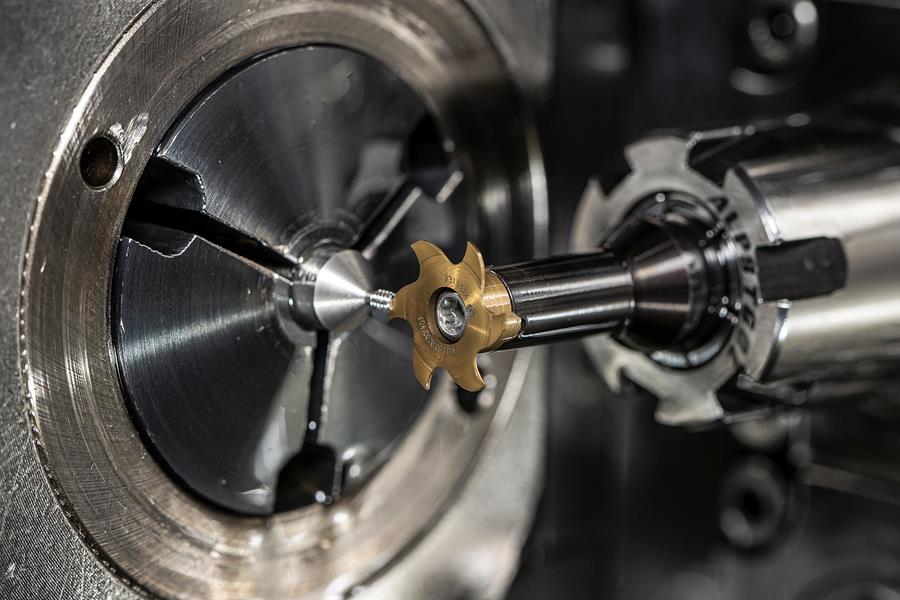
Pour un enlèvement de copeaux productif, il mise sur les systèmes d'outils de Paul Horn GmbH. "Nous considérons la grande diversité d'outils et le bon rapport prix / durée de vie comme un grand avantage de HORN", explique le directeur. Pour l'usinage d'une vanne rotative d'un diamètre de 1,6 mm, Buck mise entre autres sur le système d'outils S274 et l'outil de fraisage de type 606 avec une largeur de coupe de 0,3 mm.
Une absence totale de bavures est requise
Buck souhaitait optimiser le processus d'usinage de la glissière rotative d'une vanne hydropneumatique. L'entreprise fabrique 20.000 composants de ce type en X8CrNiS18-9 (1.4305) par an. Longs de 2,6 mm, ils ont un filetage de M 1,6 et un ajustement de diamètre 1 h8. Une fente de 0,3 mm par 0,5 mm doit ensuite être fraisée sur leur côté fileté, sans laisser de bavures, ce qui représente un vrai défi pour des pièces de cette taille.
Pour le chariotage du contour extérieur, Buck mise sur le système d'outils HORN S274. Associée aux géométries de copeaux HORN, la couche de nitrure d'aluminium et de titane-silicium du revêtement IG35, grâce à ses faibles coefficients de frottement, inhibe la formation d'arêtes rapportées. Avec ce revêtement HiPIMS, la couche présente des propriétés très lisses, sans bavures, et avec une grande résistance à la chaleur.
De plus, la couche et l'arête de coupe de l'outil sont sans défauts tels que les droplets ou autres. Les valeurs de coupe plus élevées permettent un temps de cycle plus court, qui diminue les coûts unitaires, et permet d'obtenir des surfaces de meilleure qualité.
Fraisage de PETITES fentes avec le système 606

Après le tournage du contour extérieur, une plaquette du système S274 se charge également de la fabrication du filet. Le filet M 1,6 a une longueur de 2,2 mm et un pas de vis de P = 0,35 mm. Après le filetage, suit le fraisage de la fente. Horn a proposé de la fraiser avec le système de fraisage à six dents de type 606.

Pour un ébavurage parfait, l'opération de filetage et de fraisage de la fente est répétée trois fois, explique Buck, qui, après un essai comparatif avec son ancien procédé de découpe avec une lame de scie HSS, a définitivement validé la solution du système 606 de Horn.
HORN a élargi son système de fraisage circulaire avec des outils pour le fraisage de rainures ou de fentes étroites. L'élargissement de la gamme d'outils offre à l'utilisateur la possibilité de faire l'économie de processus d'usinage coûteux. Selon le diamètre, HORN propose en standard des outils d'une largeur de coupe de 0,25 mm à 1 mm.
La profondeur de fraisage maximale tmax se situe entre 1,3 mm et 14 mm, en fonction du diamètre de l'outil. Selon le matériau à usiner, les plaquettes de coupe sont disponibles avec différents revêtements. Grâce à sa masse, la queue d'outil en carbure monobloc assure l'amortissement des vibrations pendant le fraisage. Toutes les variantes de porte-outils sont équipées d'un arrosage interne.
HORN-STRASSE 1
72072 TUBINGEN
+49707170040
info@de.horn-group.com
www.horn-group.com
