- 25 augustus 2023
- | Bron: Metallerie
Precisie uit de Allgäu
Succesvolle samenwerking tussen Zmtec en Horn
Zmtec heeft 25 mensen in dienst. De expertise van het bedrijf in het draaien van kleine en zeer kleine onderdelen heeft het tot specialist gemaakt voor kleine, delicate onderdelen voor medische en tandheelkundige technologie, de machinebouw, de luchtvaartindustrie en zelfs voor onderdelen voor jachtwapens.
draaien en frezen van kleine en zeer kleine onderdelen
Het bedrijfsmotto 'Gscheid gmacht' staat niet alleen op het logo van Reinhard Buck: dit motto is voor de ondernemer een manier van leven, samen met zijn medewerkers in zijn bedrijf Zmtec. In Leutkirch in de Allgäu produceert het bedrijf alles van micro-onderdelen tot complexe assemblages. Kleine gedraaide onderdelen met een diameter van 0,5 mm of meer zijn slechts een van de specialiteiten van Reinhard Buck.
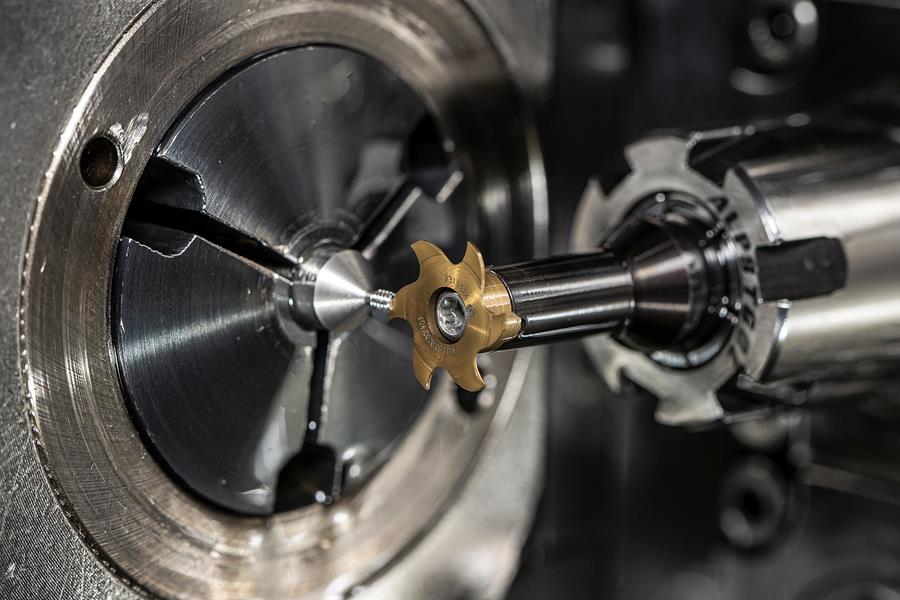
Voor een productieve spaanafvoer vertrouwt hij op de gereedschapssystemen van Paul Horn GmbH. "Wij beschouwen het brede assortiment aan gereedschappen en de goede prijs-levensduurverhouding als een groot voordeel van HORN", legt de bedrijfsleider uit. Voor de verspaning van een roterende klep met een diameter van 1,6 mm vertrouwt Buck onder meer op het S274-gereedschapssysteem en het freesgereedschap type 606 met een snijbreedte van 0,3 mm.
EEN Volledige afwezigheid van bramen is vereist
Buck wilde het verspaningsproces van de roterende schuif van een hydropneumatische klep optimaliseren. De onderneming produceert 20.000 van dergelijke onderdelen in X8CrNiS18-9 (1.4305) per jaar. Ze zijn 2,6 mm lang en hebben een M1,6-schroefdraad en een diameter van 1,8 mm. Aan de schroefdraadzijde moet vervolgens een sleuf van 0,3 mm bij 0,5 mm worden gefreesd, zonder bramen achter te laten, wat een echte uitdaging is voor stukken van deze grootte.
Buck vertrouwt op het HORN S274-gereedschapssysteem voor het draaien van de buitencontour. In combinatie met de HORN-spaangeometrieën verhindert de laag aluminiumnitride en titanium-silicium van de IG35-coating, met zijn lage wrijvingscoëfficiënten, de vorming van opstaande randen. Met deze HiPIMS-coating heeft de laag zeer gladde, braamvrije eigenschappen met een hoge hittebestendigheid.
Bovendien zijn de coating en de snijkant van het gereedschap vrij van defecten zoals druppels en dergelijke. De hogere snijwaarden maken een kortere cyclustijd mogelijk, wat de eenheidskosten verlaagt, en resulteert in een betere oppervlaktekwaliteit.
Kleine sleuven frezen met systeem 606

Na het draaien van de buitencontour neemt een inzetstuk van het S274-systeem ook de productie van de draad over. De M1,6-draad heeft een lengte van 2,2 mm en een schroefafstand van P = 0,35 mm. Nadat de draad is gesneden, wordt de sleuf gefreesd. Horn stelde voor de sleuf te frezen met het zestands freessysteem type 606.

Voor een perfecte ontbraming wordt het schroefdraad- en sleuvenfreesproces drie keer herhaald, legt Buck uit, die na een vergelijkende test met zijn eerdere snijproces met een HSS-zaagblad uiteindelijk de Horn systeem 606-oplossing heeft gevalideerd.
HORN heeft zijn rondfreessysteem uitgebreid met gereedschappen voor het frezen van smalle sleuven en groeven. De uitbreiding van het gereedschapsassortiment biedt de gebruiker de mogelijkheid om dure verspaningen uit te sparen. Afhankelijk van de diameter biedt HORN standaard gereedschap aan met een snijbreedte van 0,25 mm tot 1 mm.
De maximale freesdiepte tmax ligt tussen 1,3 mm en 14 mm, afhankelijk van de gereedschapsdiameter. Afhankelijk van het te verspanen materiaal zijn de snijplaten verkrijgbaar met verschillende coatings. De massieve hardmetalen gereedschapschacht zorgt ervoor dat trillingen tijdens het frezen worden gedempt dankzij de massa. Alle gereedschapshouders zijn voorzien van een intern koelsysteem.
HORN-STRASSE 1
72072 TUBINGEN
+49707170040
info@de.horn-group.com
www.horn-group.com
